

波纹管的液压成形之多波一次成形篇
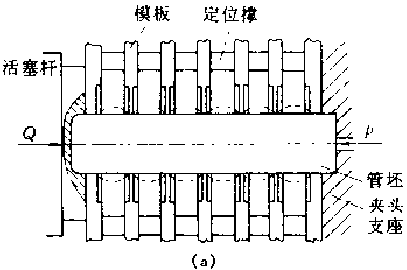
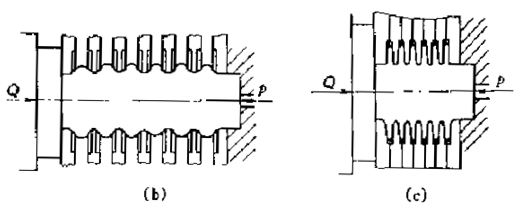
图8-2多波一次液压成形过程
(a)鼓胀凸起;(b)轴向压缩;(c)并模
多波一次成形
多波一次成形技术是波纹管液压成形的两种常见技术之一,液压成形上一篇文章已经介绍过,这次主要来介绍多波一次成形的具体过程。多波一次成形的过程见图8-2。成形过程中充入管坯的压力介质可以是油或是水。油的黏度大,易达到密封,但难免的泄漏会造成环境污染,成本也高;水介质的特点则相反。不论充油还是充水,成形系统都应是独立的系统,与油压机的液压系统分开,其作用是确保管坯充压鼓胀凸起,同时使成形过程中压力介质同步排出。
成形时,首先启动液泵将液体充入管坯,当达到一定压力后,模块间的管坯薄壳发生鼓胀(见图8-2(a)),此时停泵保压,拆去模板之间的定位撑,起动油压机,轴向压缩管坯,同时开泵增压(见图8-2(b)),管坯的端盖和模块在油压机的轴向推压下继续移动,波形不断扩大,直至模板全部靠紧,即为并模(见图8-2(c)),此间应检查模板的滑移情况,要确保相互间隙均匀,避免偏移。并模后,一般再升压0.1MPa左右,保压10~15min,即可卸压、拆模、取出波纹管,成形结束。
成形质量的好坏关键在于模具设计、管坏密封和成形各阶段内压的控制,下一节将讲述这些影响成形质量的因素。
欢迎咨询,免费客服热线:13815927576。
下一篇:浩润达牌膨胀节的波纹管成形方法简介之模具篇上一篇: 波纹管成形方法简介之液压成形篇
此文关键字:波纹管的液压成形 波纹管的多波一次成形




