

浩润达牌膨胀节的波纹管成形方法简介之模具篇
波纹管成形之液压成形模具篇
上篇文章介绍了波纹管的液压成形,那么想要做好成形的具体方法是什么呢?首先就是我们接下来要讲的波纹管的模具,只有好的模具才能压出漂亮实用的波纹管。
①设计原则
波纹管的规格很多,当公称直径DN和波距W相同时,尽可能用一副模具,即一模多用,减少模具数量,降低生产成本。
②结钩
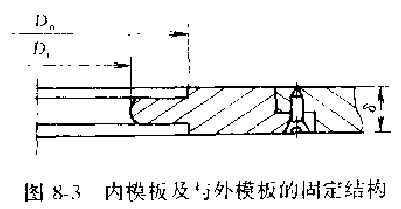
模板设计成对开式,以便于拆开和拼合,上下模板又各有内、外模板,内模板(见图8-3)是专用模板,其尺寸系根据不同的波壳尺寸决定,图示模板波顶处为直角,这样压出的波峰可以是自然波形,也可将模板的波顶形状按成形波峰断面形状设计。
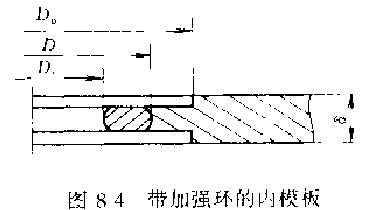
当制造带加强的波壳时,内模板的形状(见图8-4)没计须考虑成形后波壳的回弹。
液压成形后,波形回弹很大,主要表现为波距加大,如不加控制,回弹率可达10%以上,不但影响产品的几何精度,而且进一步影响到产品的力学性能。控制回弹的措施有下列几种:一是在成形终了,保压10~15min,然后先卸内压,再撤轴向压力;二是在撤轴向压力后波纹管回弹,各部分模间出现缝隙,再次轴向加压,将各部分模板压靠;一是将“U”形波先加工成“Ω”形,任其回弹后接近“U”形。这些方法,与操作人员的经验很有关系。最好还是在模具设计时,事先予以修正。因为回弹后,波纹管不但波距加大,而且波峰直径也缩小,即波峰处的曲率半径r变成了r',且r'>r,为此,模具设计时应考虑将波深适当加大,同时采用比r还小的r',精确的计算方法还有赖于进一步摸索。
欢迎咨询,免费客服热线:13815927576。
此文关键字:浩润达牌膨胀节 波纹管成形方法 波纹管成形模具




