

金属软管网套的编织
除带材网套外,凡用丝材来制作金属软管网套的,必须先合股,后编织。所谓合股是将一定根数的金属丝并头绕在股砣上。编织是将一定数量股砣上的金属丝按某一规律结成网(笼)状的套,包复在波纹管的外表面。半个世纪以前,人们为了提高橡胶管的耐压强度,在橡胶管的夹层中布置麻丝或金属丝网,有的达两、三层之多。今天,由于金属波纹管是由薄壁管坯料压波而成的,其轴向上刚度很小,为提高它的承载能力并保护波纹管不受机械损伤,因此,一般也用金属丝编织的网套铠装在它的外表面。当然,外观美是一个需要注意的方面,但更重要的是提高编织质量,保证金属软管的使用性能。
一、夹紧力和牵引速度
一般牵引架是履带式的,它的运动将已经编织好的网套向外拉。夹紧力过小,可能打滑,拉不动,编织部分发生扭曲现象,俗称 “扭麻花”,夹紧力过大,可能夹扁、压伤波纹管,也将造成损失。一般由松至紧,缓缓调节,以能够维持牵引为推。夹紧力的大小随着软管外径大小的不同和所用夹紧块与网套接触表面的材料不同而异。在此,无法提出量的概念。牵引速度的快慢,取决于网套直径的大小和编织角度的大小。这里的牵引速度是指主轴转一圈时,网套轮向的相对位移量,也就是编织路,其式为。
金属丝网套如果定品种,大批量生产时,牵引架最好采用有级变速,实行挂档。这样,操作方便,保证质量。在多品种,小批量生产时,编织机床的牵引架可采用无级变速机构。这样,从一种规格更换另一种规格网套的编织时,就可避免用大量的金属丝材进行试编,再通过检测,去调节合适的牵引速度。
二、 断丝和叠丝
为了保证金属丝网套的质量,金属软管的网套需有限制断丝和叠丝数量的要求。也就是说,某种规格的金属软管的网套在多少长度范围内,允许有几处断丝或叠丝。其实,编织过程中,断丝和叠丝总是难免的。实验证明合股时或编织时,股砣上的松丝就是其根源,在根丝中,若有一根长于其它, 运动中它可能不行其道,扭成 “死角弯”后被拧断。即使没扭成 “死角弯“,不断丝,也不会循序就位,常以 “驼背” 的形式出现。在股丝中,若有一股长于其它,运动中, 则可能乱作一团, 结果横七竖八、很不规则地曾在一起。因此,严格地控制松丝是解决断丝、叠丝的最好办法。在额定范围内的断丝,可以将其断头用钢丝钳拉紧后嵌进网花下面。另外,对于叠丝之处,尽量用螺丝刀或钝口刀疏整。
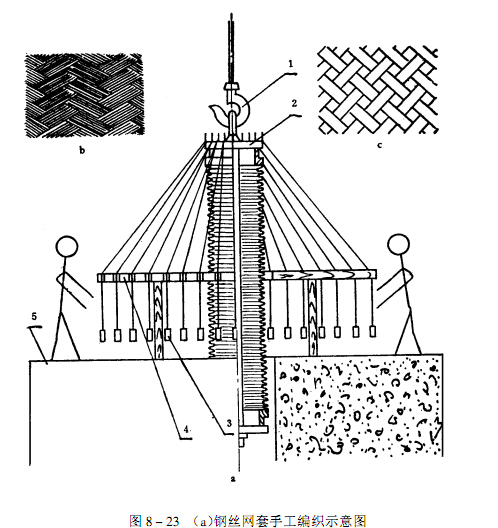
三、 手工编织网套
金属丝网套和金属带网套的机械编织都是从手工编织发展起来的,尽管它的效率是手工编织的几百倍,但是,到目前为止,它依然不能完全地取代手工编织。在一些特殊情况下,还必须用手工编织的方法才行。这是因为手工编织的最大特点是:设备简单、操作方便、安全可靠、投资少、见效快 (见图)
欢迎咨询,免费客服热线:13815927576。




同类文章排行
- 补偿器的市场
- 波纹管补偿器产业需要与时俱进
- 非金属补偿器优势
- 波纹补偿器的用途
- 非金属补偿器安装方法
- 如何提高金属补偿器产量?
- 江苏波纹管补偿器选哪家
- 波纹管膨胀节安装注意事项
- 不同行业波纹管设计疲劳值你知道吗
- 织物膨胀节有哪些优势
最新资讯文章
- 中钢公司唐山项目部现场考察
- 安装脱硫挡板门的准备
- 脱硫挡板门的制作及使用说明
- 挡板门的结构组成
- 烟气挡板门的结构组成及安装
- 矩形膨胀节选材
- 金属软管需求量增加的原因
- 波纹补偿器和金属软管的区别
- 煤气管道金属软管的介绍
- 矩形膨胀节的介绍及厂家推荐
您的浏览历史
